![]()
|
Restauro di una locomotiva Rivarossi gr. FS 835 con ricostruzione dei ganci
(di Carlo Tagliafico)
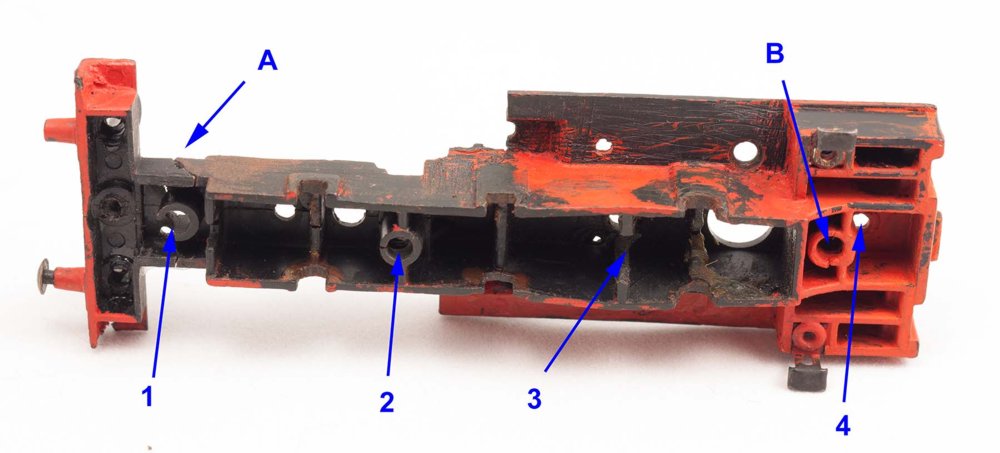
Tempo fa venni in possesso di una 835 RR usata, di epoca intorno al 1960. Venuto il suo turno di essere presa in considerazione, mi resi conto, generosamente aiutato in ciò dagli amici del forum di RR Memory, che era stata rimaneggiata in parecchi punti. Nonostante le condizioni generali non proprio buone e la quantità di problemi da risolvere, alla fine ho deciso per un restauro il più possibile fedele all’originale. In questo articolo vedremo in particolare quanto è stato fatto per ripristinare gli accoppiamenti a vite tra telaio e sovrastruttura / ganci e come sono stati ricostruiti gli stessi, mancanti, stanti le difficoltà di trovarli sul mercato come pezzi di ricambio. Nella foto n° 1 si vede il telaio durante la rimozione della vernice rossa; essa era stata applicata probabilmente per conformità al reale, ma ho preferito restaurare la colorazione originale Rivarossi.
Con i numeri da 1 a 4 sono indicate le sedi per le viti di accoppiamento interessanti il telaio; tutte hanno avuto bisogno di restauro. Con “A” è indicata una frattura nel telaio che è stata risolta con colla UHU Plast Spezial, mentre con “B” è indicato il foro nel quale si impegna l’appendice del gancio posteriore. Anche il pezzo mancante per frattura sul lato sinistro del telaio è stato successivamente rincollato. Sono quindi stati compiuti questi interventi: · Sede n° 1 (parzialmente mancante): da tubetto in plastica Evergreen ho ricavato un pezzo complementare al moncone rimasto in opera e l’ho incollato con UHU Plast Spezial. · Sede n° 2 (esistente ma spaccata): è stata rincollata con UHU Plast Spezial. · Sede n° 3 (completamente mancante): ho rifatto l’alloggiamento per la vite mordente (al posto di quella passante prima in opera) che dovrà assicurare il carter al telaio: o da resto di penna a sfera ho ricavato un cilindro pieno di diametro 5 mm e altezza 10 mm; o al pezzo è stato praticato un foro cieco coassiale, diametro 1 mm e lunghezza 4 mm, per la vite mordente; o per impossibilità di trovare l’originaria vite SFN 1108 è stata usata una vite 100485 accorciata di 1,5 mm e rilavorata in punta; o per evitare eccessivi sforzi al futuro incollaggio del pezzo, è stata preventivamente formata la sede per il filetto avvitando la vite fino a lasciare fuori uno spazio pari allo spessore del carter; successivamente la vite è stata svitata; o il pezzo è stato poi lavorato in maniera da raccordarlo alle alette di irrobustimento del telaio presenti a lato del foro; o infine il pezzo così lavorato è stato incollato coassialmente all’attuale foro passante, utilizzando colla cianoacrilica Yuki Model; · Sede n° 4 (completamente mancante): ho rifatto l’alloggiamento per la vite mordente, che in questo caso assicura solo il gancio posteriore: la lavorazione è del tutto analoga al caso precedente, essendo anche stato usato lo stesso tipo di vite.
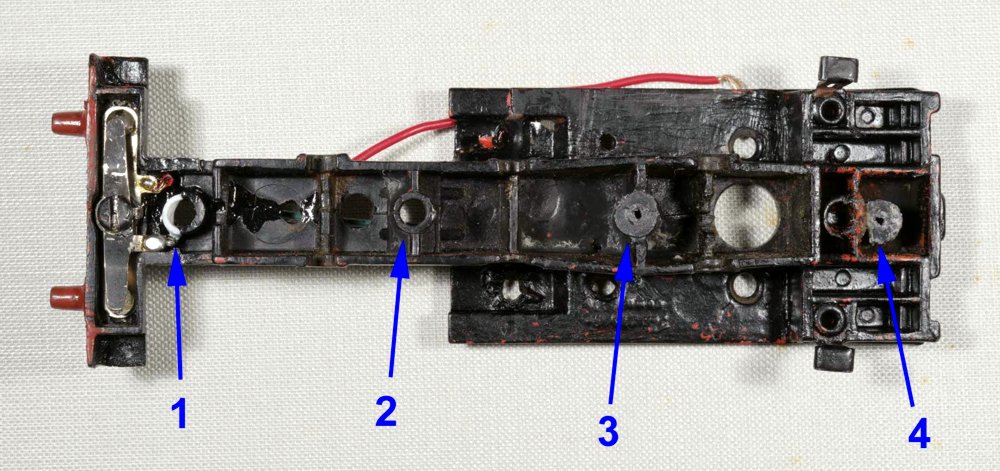
Foto n° 2 - Il telaio da sotto con gli alloggiamenti per le viti rifatti
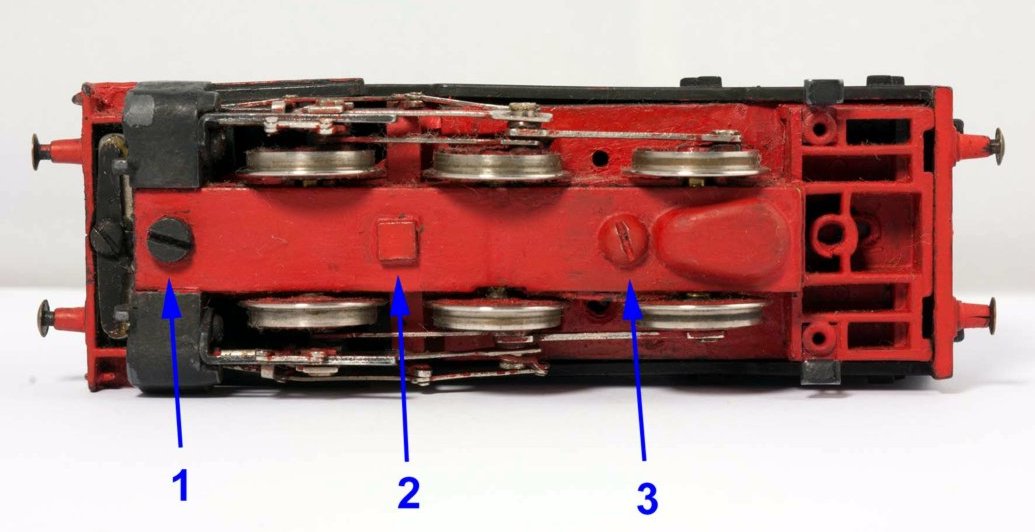
Nella foto n° 2 ho nuovamente contrassegnato le sedi per le viti e si possono vedere le lavorazioni fatte. Si vede anche che sono stati rimontati tutti i pezzi riguardanti l’illuminazione dei fanali anteriori; in questo caso la sede per la vite di fissaggio è stata rifatta riempiendo quella precedente di colla UHU Plast Spezial e, una volta essiccata, facendovi nuovamente “mordere” la stessa vite. Per assoluta impossibilità di approvvigionamento, per i collegamenti elettrici non ho potuto usare cavetto originale Rivarossi “nero unipolare ultraflessibile” cat. 100971; ho dovuto accontentarmi del cavetto RR rosso e verde. Qualche cenno alle viti. La foto n° 3 mostra la locomotiva prima dello smontaggio; i numeri fanno riferimento alle stesse posizioni della foto precedente.
Foto n° 3 - Le originarie viti di fissaggio del carter
La vite 1, che unisce carter, gruppo cilindri, telaio, sovrastruttura e fumaiolo, dovrà essere sostituita insieme a quest’ultimo, che non è quello originale RR. Il bullone a testa quadra 2, che unisce carter, telaio e supporto del biellismo di distribuzione, sarà sostituito dalla vite 3, che ha lo stesso diametro e passo; ad essa è stata modificata la testa: da tonda diametro 5,5 mm a cilindrica diametro 5 mm e altezza 1,5 mm, in modo da renderla esteriormente uguale all’originale Rivarossi. Al posto della vite 3 passante con dado, che unisce solo carter e telaio, sarà messa, come in precedenza accennato, una vite mordente. La lavorazione della testa di vite è semplice: trapano su supporto da banco con l’asse di rotazione orizzontale, il che lo rende un rudimentale tornio; vite serrata nel mandrino lasciando sporgere la testa; lavorazione di questa con lima e poi carta smeriglio. Per un uso più comodo di quest’ultima, come si vede a fianco, l’ho ritagliata e incollata con Vinavil su un supporto di legno (ex bacchetta per mescolare il caffè offerto in Frecciarossa!) come se si trattasse di una limetta. Quando è consumata, si raschia via e si sostituisce.
Foto n° 4 - "Limette" di carta smeriglio
Controllo della lavorazione, come sempre, con frequenti, quasi maniacali, misurazioni con calibro ventesimale. Infine ho approfondito di quel tanto che necessitava, dopo lo spianamento della testa, la fessura per il cacciavite: vite montata con fessura in posizione orizzontale sulla morsa, a sua volta fissata al tavola a croce, solidale con base e colonna; su quest’ultima ho montato il trapano, portante una moletta di spessore 0,7 mm, quindi lavorante su un piano orizzontale, che viene regolato in maniera da coincidere con quello del taglio della vite e poi bloccato; il moto di alimentazione di questa specie di fresa viene impartito manovrando opportunamente le due manopole della tavola a croce (foto n° 5).
Foto n° 5 - Regolarizzazione dell'incavo per il cacciavite
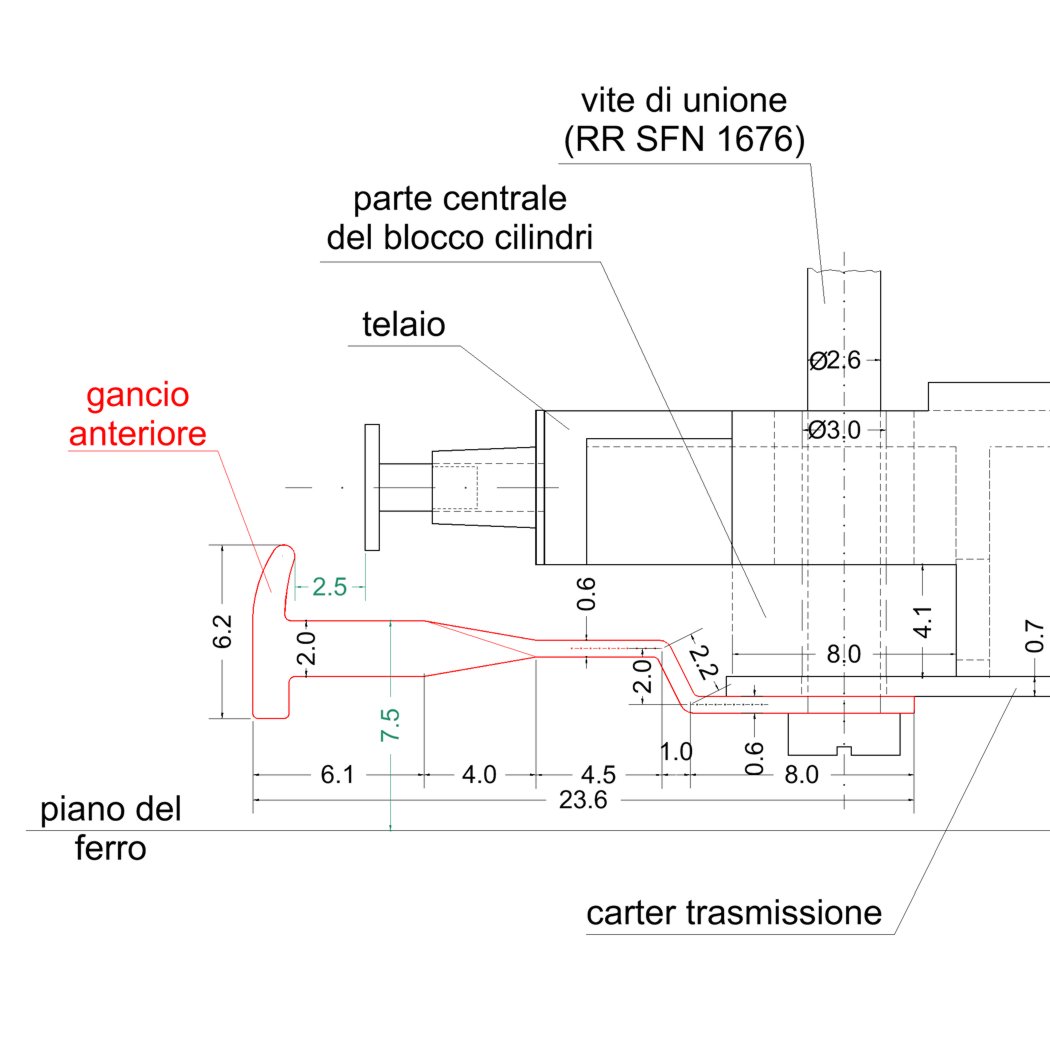
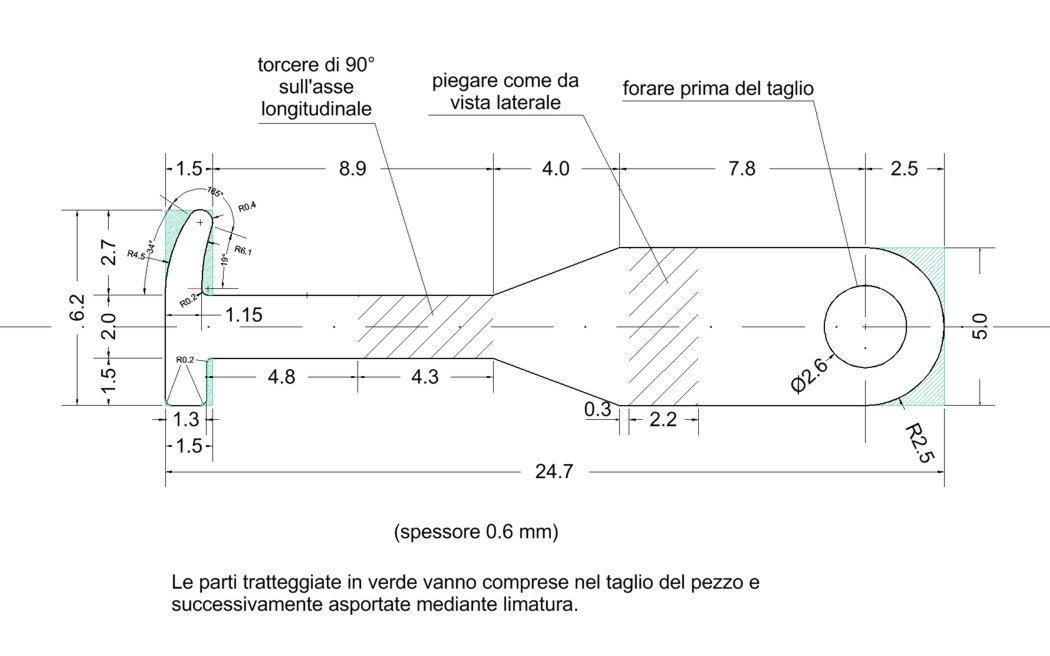
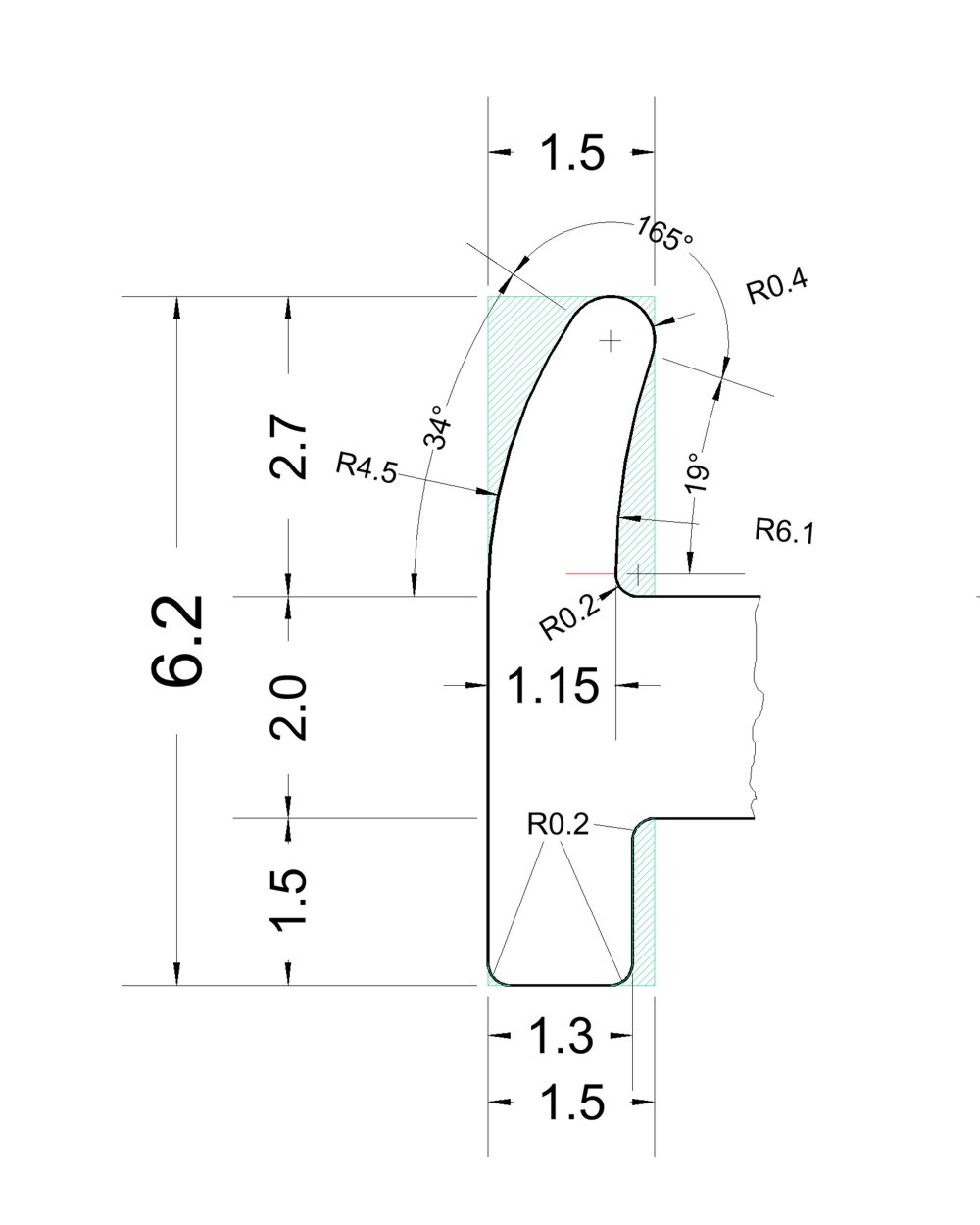
Anche per i ganci l’ipotesi dell’acquisto si presentava poco realizzabile ed ho quindi deciso per la loro autocostruzione integrale. Le misure fondamentali sono state rilevate dai ganci della loco a vapore “Calimero” e dal Diesel Badoni 215.011 e adattate al telaio della 835, oggetto di minuziose misurazioni. Era importante tra l’altro determinare con certezza e precisione queste due misure: · altezza dal piano del ferro del piano di battuta della staffa dell’aggancio (ossia filo superiore dello stelo del gancio): era senz’altro uno standard in casa Rivarossi; · spazio tra la faccia interna del becchetto del gancio ed il piano verticale tangente ai piatti dei respingenti. Per la prima mi è venuto in aiuto, tramite il forum, il compianto Dario Romani, indicandomelo in 7,5 mm. Per il secondo, in un campione dei miei rotabili RR dell’epoca esso varia tra 1,5 e 2,5 mm. Trattandosi di locomotiva di manovra, un certo lasco per i frequenti agganci e sganci anche in curva mi sembrava opportuno, per cui ho deciso per il valore superiore. Riporto di seguito i miei disegni di progetto per i ganci. Sono riportate in verde le misure critiche di cui si è trattato poc’anzi. Tutte le quote sono in millimetri.
Disegno n° 1 – Gancio anteriore e sua unione con telaio, blocco cilindri e carter (la vite unisce anche la carrozzeria avvitandosi all’interno del fumaiolo) – Vista laterale.
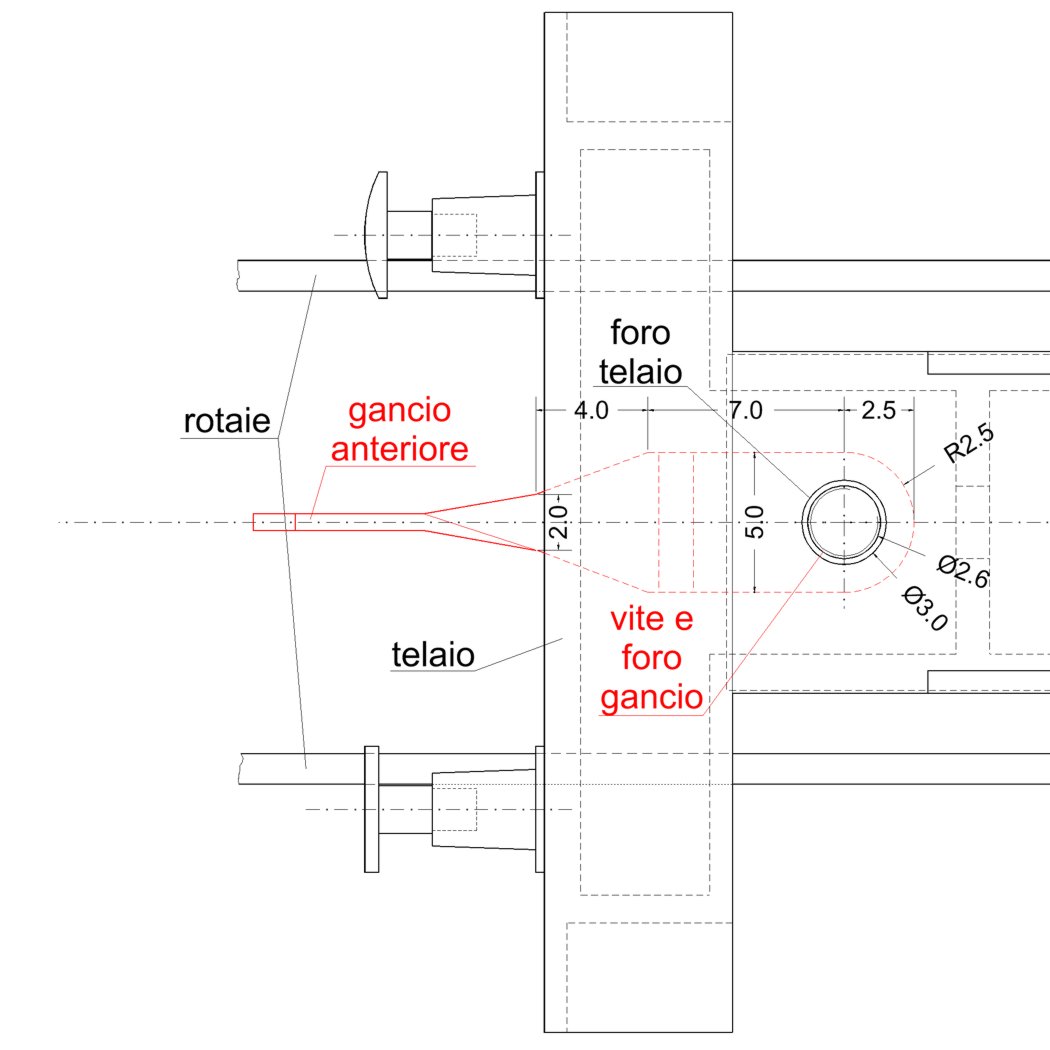
Disegno n° 2 – Gancio anteriore fissato sotto al telaio – Vista dall’alto
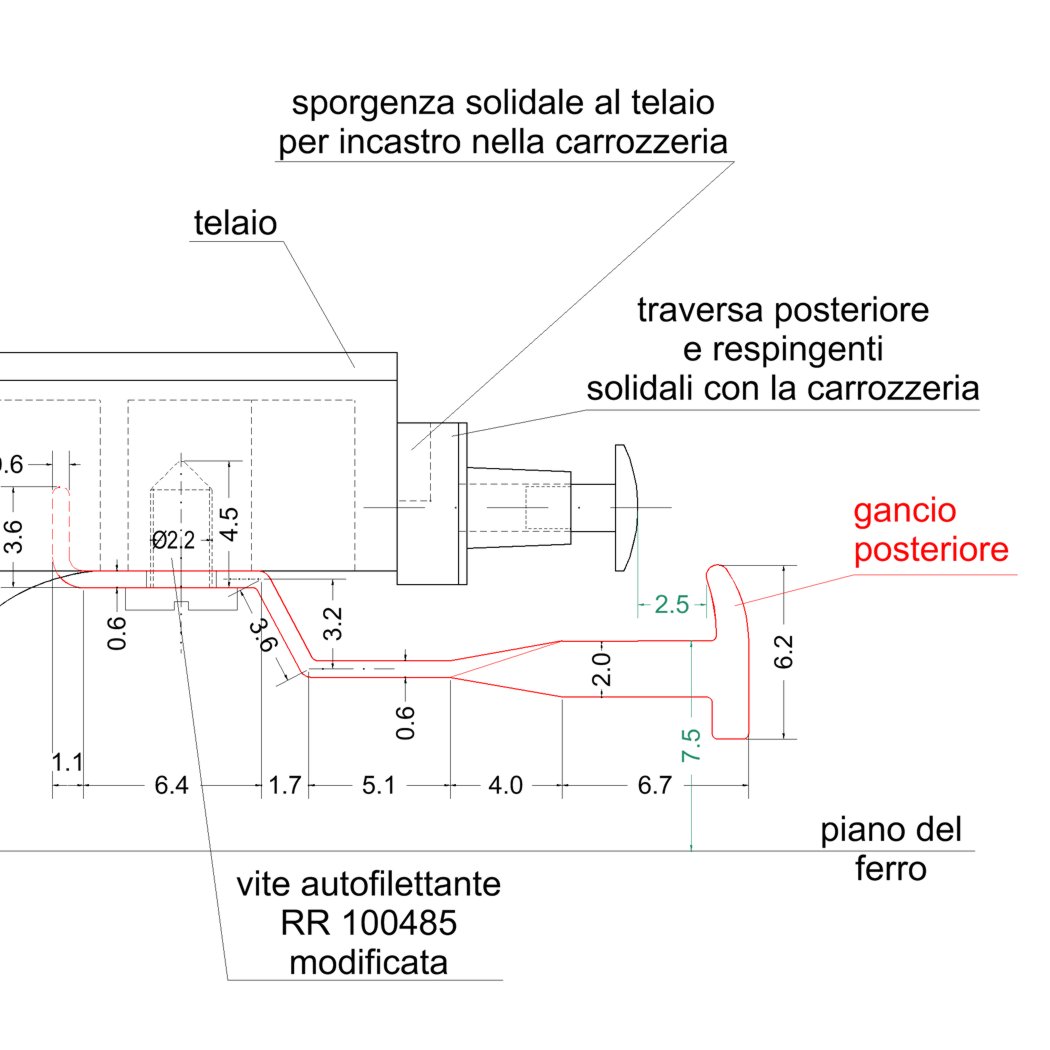
Disegno n° 3 – Gancio posteriore e sua unione con telaio – Vista laterale.
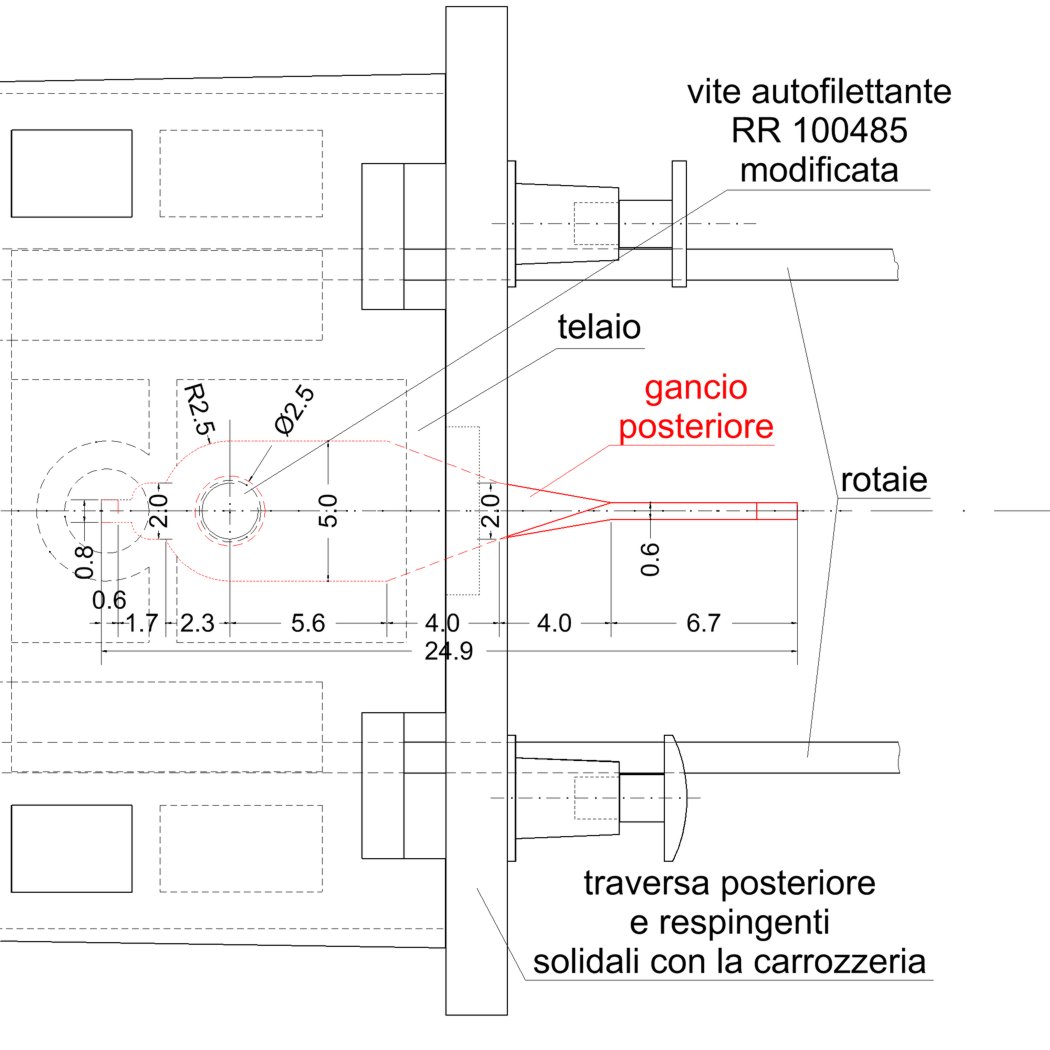
Disegno n° 4 – Gancio posteriore fissato sotto al telaio – Vista dall’alto
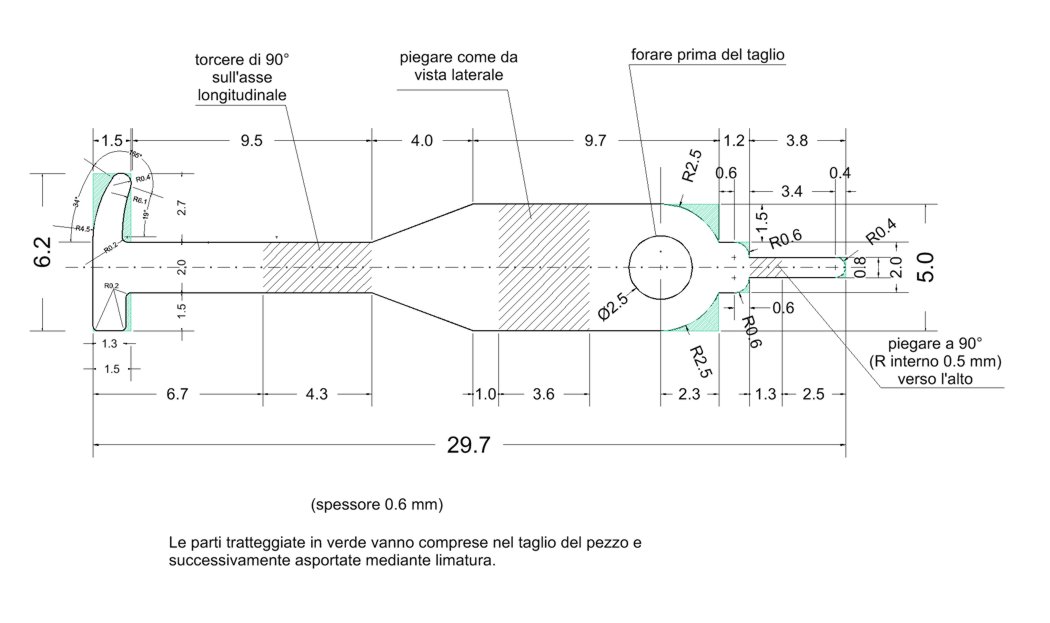
Disegno n° 5 – Sviluppo del gancio posteriore
Disegno n° 6 – Sviluppo del gancio anteriore
Disegno n° 7 - Particolare della testa del gancio (anteriore e posteriore)
Ho usato lamierino di ottone di produzione K&S Engineering, Chicago, di spessore 0,025”, ossia 0,635 mm, poco più degli 0,6 mm dei ganci RR. Ho stampato su carta in scala 1:1 gli sviluppi dei ganci ed ho incollato la stampa sul lamierino. Su ogni stampa ho subito praticato il foro per la vite di fissaggio (è meglio farlo in questa fase, è più facile e sicuro bloccare i pezzi in lavorazione). Successivamente, uno per uno ho “ritagliato” i due ganci tramite moletta su trapano, facendo muovere il pezzo in lavorazione mediante il tavolo a croce. Nei punti più difficili ho usato la lima e per la rifinitura le limette di carta abrasiva già descritte più indietro. Infine ho piegato e torto gli steli dei ganci e piegata l’appendice di quello posteriore come da disegni. Il risultato nella foto n° 6. Su consiglio degli amici del forum (grazie in particolare a Oliviero Lidonnici) ho ridotto lo spessore dei pezzi a 0,6 mm nella zona del becchetto, che è quella normalmente in vista. In effetti la differenza di spessore tra il lamierino usato e i ganci originali RR non è molta, ma si nota.
Foto n° 6 - I ganci dopo taglio e rifinitura
Infine ho brunito i ganci, seguendo queste fasi: · diluizione del liquido brunitore con acqua 1:1 in vaschetta di plastica; · immersione dei pezzi nella vaschetta per 1 minuto, facendoli muovere leggermente ma di continuo; · successivo immediato lavaggio con acqua corrente tiepida (38 °C circa); · asciugatura, leggera spalmatura di olio di vaselina, indi di nuovo asciugatura.
Foto n° 7 - I ganci dopo brunitura
La tecnica descritta, che appare di buona riuscita, si trova nel Manuale del brunitore, breve guida pubblicata all’indirizzo web http://www.modellismo.net/forum/tecniche-modellistiche-navali/90618-liquido-per-bruniture-uso-ed-abuso.html . Il risultato è visibile nella foto n° 7.
Altre lavorazioni sono in fase avanzata: · ricostruzione delle mollette prendicorrente; · completamento del restauro dell’impianto elettrico; · ricostruzione della filettatura dei fori per i perni di manovella nelle ruote. A breve termine, quindi, dovrei essere in grado di rimontare tutto il carro, compreso il motore ed escluso però il biellismo, che ha anch’esso qualche problema particolare da risolvere. Seguirà infine la sovrastruttura.
|